

.jpg)
ISO Torna CNC Uç Kodları Nasıl Okunur?
- freze tek
- 10 Kas 2025
- 3 dakikada okunur

🔹 Giriş: ISO Torna Uç Kodlarının Önemi
CNC tornalama işlemlerinde kullanılan karbür kesici uçlar, üretim kalitesinin temel belirleyicisidir. Bu uçlar üzerinde yer alan ISO torna uç kodları, her biri farklı geometrik ve yapısal özellikleri temsil eden sembollerden oluşur.
Bu kodlar, ISO 1832 standardı kapsamında tüm dünyada aynı anlamı taşır. Kodlamayı doğru anlayabilmek, operatörün malzeme, talaş türü ve operasyon tipine göre en uygun ucu seçmesini sağlar.
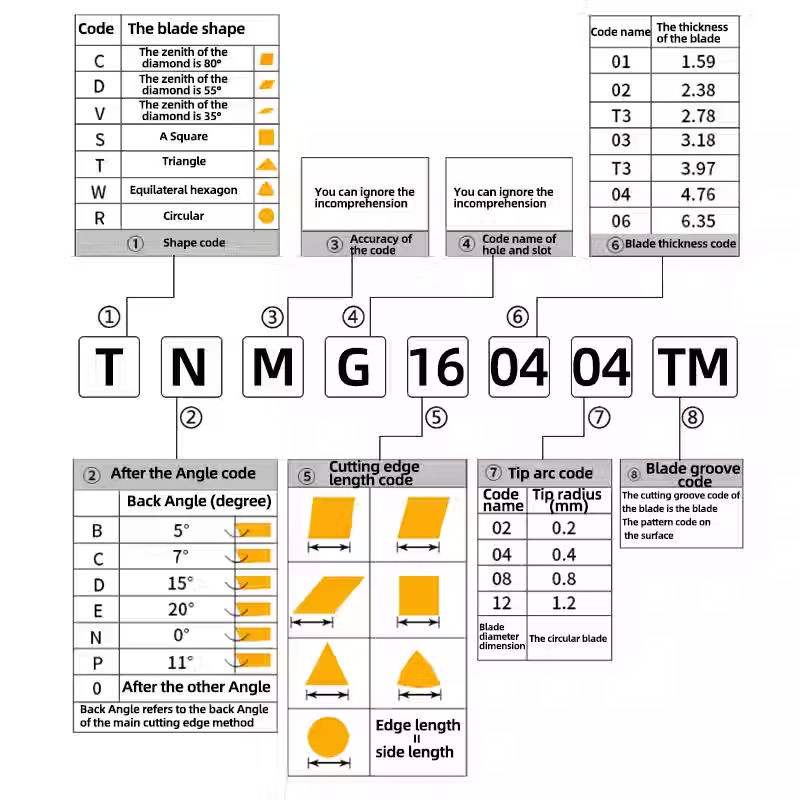
🔹 1. ISO Torna Uç Kodlarının Genel Yapısı
Bir torna ucunun kodu genellikle şu biçimdedir:
C N M G 12 04 08 – P M
Bu sekiz karakterlik yapı, uç geometrisinden köşe radyüsüne kadar birçok bilgiyi içerir. Kodun her harfi ve rakamı, ISO torna uç kodlarının sistematik yapısını oluşturur.
Sıra | Anlam | Örnek | Açıklama |
1 | Şekil | C | 80° elmas (çok yönlü kullanım) |
2 | Açı (Uç Açısı) | N | 0° negatif açı |
3 | Tolerans | M | Orta hassasiyet |
4 | Uç Tipi / Talaş Kırıcı | G | Standart talaş kırıcı formu |
5 | Kenar Uzunluğu | 12 | 12 mm |
6 | Uç Kalınlığı | 04 | 4.76 mm |
7 | Köşe Radyüsü | 08 | 0.8 mm |
8 | Opsiyonel Kod (Malzeme Grubu vb.) | –PM | ISO P malzeme için uygun geometri |
Bu yapı sayesinde, tüm markalarda ISO torna uç kodları ortak bir dil haline gelir.
🔹 2. Örnek Kod Çözümlemesi: CNMG 120408
ISO torna uç kodları arasında en sık karşılaşılanlardan biri CNMG 120408’dir. Kodun çözümü:
C: 80° elmas form — genel amaçlı kullanım.
N: 0° negatif açı — rijitlik ve dayanıklılık sağlar.
M: Orta tolerans — hassasiyet ile dayanıklılık dengesi.
G: Talaş kırıcı formu.
12: Kenar uzunluğu 12 mm.
04: Uç kalınlığı 4.76 mm.
08: Köşe radyüsü 0.8 mm.
Bu uç, ISO P (çelik) ve ISO K (dökme demir) malzemelerde yüksek verim sunar.
🔹 3. ISO Malzeme Grupları
ISO torna uç kodları yalnızca geometrileri değil, aynı zamanda işlenecek malzeme tiplerini de tanımlar.
Kod | Malzeme Grubu | Renk | Özellikler |
P | Çelik | Mavi | Sürekli talaşlı, orta kesme kuvveti. |
M | Paslanmaz Çelik | Sarı | Yapışma eğilimi yüksek, keskin kenar ister. |
K | Dökme Demir | Kırmızı | Kırılgan, kısa talaşlı yapı. |
N | Alüminyum / Demir Dışı | Yeşil | Yüksek devir, pozitif açı gerekir. |
S | Süper Alaşım | Turuncu | Isıya dayanıklı, düşük hız. |
H | Sertleştirilmiş Çelik | Gri | Çok yüksek sertlik, özel karbür kalite. |
Bu sınıflandırma, uç seçimini bilimsel temele oturtur.
🔹 4. Geometri, Açı ve Talaş Davranışı
ISO torna uç kodları, uç formu ve açı bilgilerini net biçimde tanımlar.
Pozitif açılı uçlar: Düşük kesme kuvveti, hassas talaş kaldırma.
Negatif açılı uçlar: Yüksek rijitlik, ağır talaş derinliği.
Uç geometrisine göre talaş kırıcı tipleri:
G: Genel amaçlı.
F: İnce talaş, düşük ilerleme.
R: Kaba talaş kaldırma.
🔹 5. Köşe Radyüsü ve Etkisi
Kodun sonundaki köşe radyüsü (ör. 0.4 – 0.8 – 1.2 mm) yüzey kalitesiyle doğrudan ilişkilidir.
Küçük radyüs → Yüksek hassasiyet, düşük yük.
Büyük radyüs → Uzun takım ömrü, ağır işleme.
Bu parametre, ISO torna uç kodlarının okunmasında kritik rol oynar.
🔹 6. Kaplama Türleri ve Kod Uyumu
Uç kodlarının sonunda bulunan ekler, kaplama ve geometri kombinasyonlarını tanımlar:
–PM: Orta talaşlı çelik işleme (TiAlN kaplama)
–SM: Paslanmaz çelik için optimize geometri
–UF: Bitirme işlemi için keskin geometri
Kaplama türleri:
TiAlN / TiSiN: Çelik işlemede yüksek sıcaklık dayanımı.
CVD Kaplama: Dökme demir ve ağır işleme.
DLC Kaplama: Alüminyum ve demir dışı metallerde yapışmayı azaltır.
🔹 7. ISO Torna Uç Kodlarının Sağladığı Avantajlar
Bu sistemin en büyük avantajı, markalar arası uyumluluk ve standartlaşmadır.Doğru kodu okuyabilen bir operatör:
Yanlış ürün seçimini önler.
Farklı markaları teknik eşdeğerlik üzerinden karşılaştırabilir.
Kesme parametrelerini optimize eder.
Takım stoklarını düzenli yönetir.
🔹 8. Frezetek’ten Profesyonel Öneri
Frezetek, Hi-Cut ve Korloy markalarının ISO standardına uygun geniş uç yelpazesiyle CNC kullanıcılarına çözüm sunar.
Kaba talaş için CNMG, DNMG serileri
Bitirme için VBMT, CCMT serileri
Yüksek devirli işlemler için pozitif açılı ISO torna uçları
Doğru ISO kodlamasını anlamak, verimliliğe giden ilk adımtır.
🔹 Sonuç
ISO torna uç kodları, kesici uçların tüm teknik özelliklerini sistematik biçimde tanımlar. Kodları doğru okumak;
Uygun geometrinin,
Doğru kaplamanın,
En verimli kesme parametrelerinin seçimini sağlar.
Bu sistem, üretim maliyetini düşürürken yüzey kalitesini ve takım ömrünü artırır. CNC dünyasında başarı, ISO torna uç kodlarını doğru okumaktan geçer.



Yorumlar